
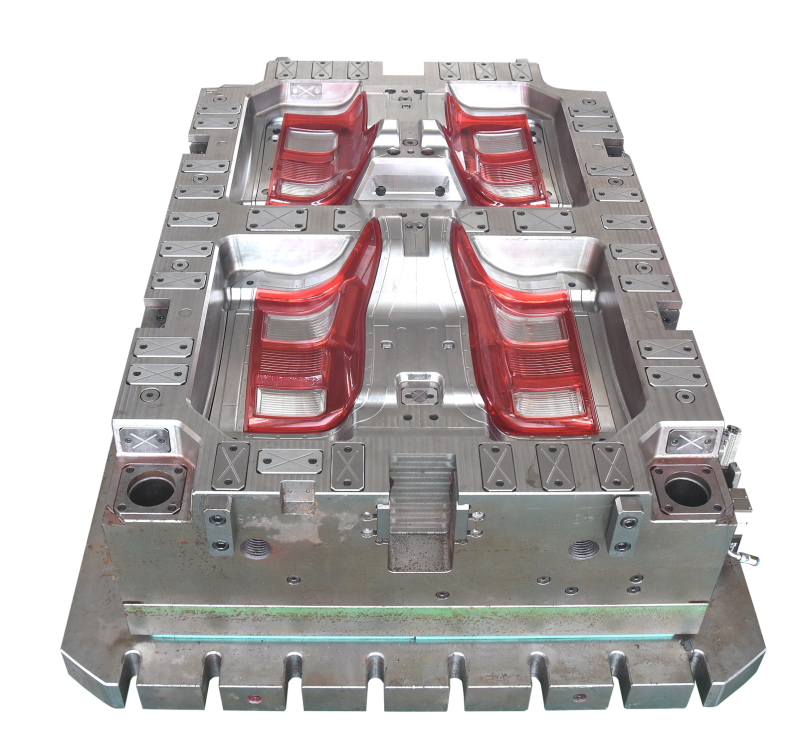
A industria de posvenda de camións está a presenciar un cambio radical cara a solucións de iluminación personalizadas, e as luces traseiras bicolores están a converterse nunha tendencia principal. A diferenza das lentes tradicionais dunha soa cor ou dos conxuntos pegados, o moldeo por inxección bicolor fusiona as seccións vermellas e transparentes nunha única unidade sen fisuras. Esta tecnoloxía elimina os adhesivos, reduce a falla das pezas e permite xeometrías complexas.—fundamental para os deseños de camións modernos que esixen tanto atractivo estético como integridade estrutural. Os principais venda polo miúdo como RealTruck agora aproveitan os configuradores 3D para mostrar estas lentes avanzadas, o que reflicte o crecente interese dos consumidores nos sistemas de iluminación integrados.
Tecnoloxía central: como funciona o moldeado bicolor
1. Mecánica rotacional de precisión
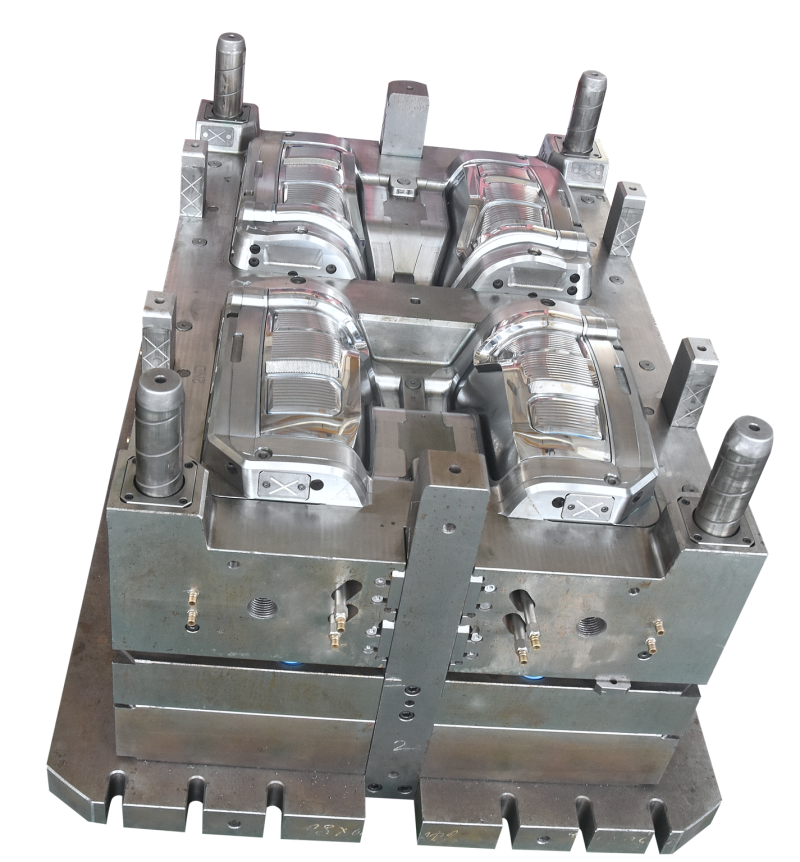
Os moldes bicolores modernos, como o sistema de CN212826485U, incorporan unha rotación accionada por motor para lograr transicións de cor impecables. Primeiro inxéctase unha capa base (por exemplo, PMMA vermello). Despois, o molde xira 180 graos.° mediante un servomotor e un sistema de carril guía, aliñando a peza para a segunda toma (normalmente PC transparente). Isto elimina as liñas de separación nas superficies ópticas críticas, unha vantaxe clave sobre as alternativas pegadas ou sobremoldeadas.
2. Eliminación de defectos cosméticos
Os moldes convencionais adoitan deixar marcas visibles do expulsor ou liñas de sangrado de cor. Innovacións como as costuras anguladas (15°–25°) e os pinos de expulsión recolocados—agora situado baixo superficies non ópticas—garantir un acabado impecable. Como revela a patente CN109747107A, este sutil redeseño evita os artefactos de refracción da luz, algo crucial para a claridade de calidade OEM.
3. Prototipado virtual con Moldflow
As simulacións de solapamento termoplástico en Moldflow predicen a dinámica do fluxo de materiais e os posibles defectos antes de cortar o aceiro. Os enxeñeiros analizan:
- Tensión de corte nas interfaces dos materiais
- Deformación inducida polo arrefriamento
- Diferenciais de presión de inxección
Esta validación virtual reduce os ciclos de proba nun 40 % e evita os custosos retraballos de moldes.













